

不銹鋼管長(zhǎng)度與厚度/不銹鋼管的操作方法
不銹鋼管長(zhǎng)度與厚度/不銹鋼管的操作方法
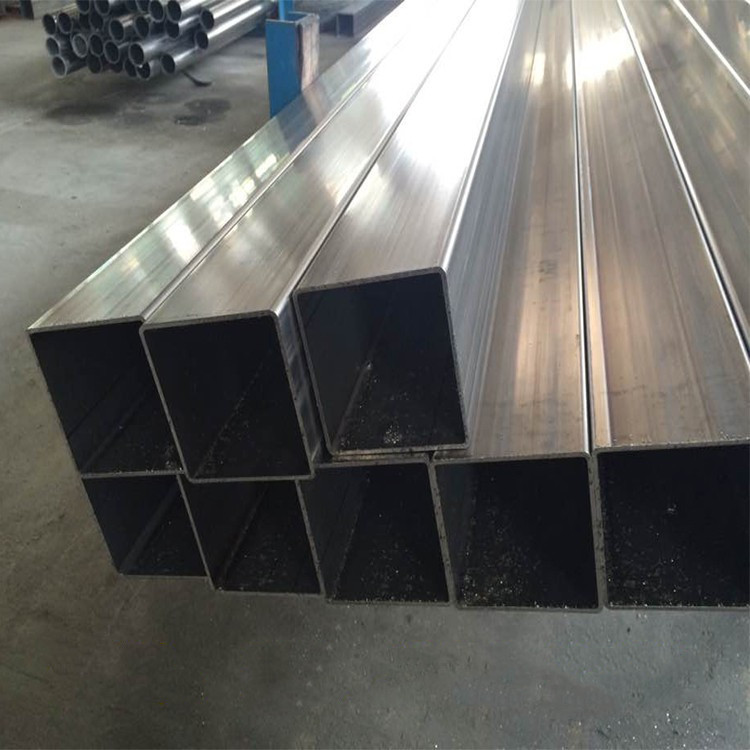
不銹鋼管的長(zhǎng)度按照行業(yè)的規(guī)范定尺一般為6米,誤差在+10mm以內(nèi),無(wú)縫管的長(zhǎng)度一般不定尺的較多,長(zhǎng)度為5~7米為主,依據(jù)不同客戶的要求,生產(chǎn)不銹鋼管的企業(yè)可以根據(jù)客戶的要求定制不同的長(zhǎng)度,相對(duì)而言,不銹鋼焊管定尺3~9米都可以,對(duì)生產(chǎn)的成本影響較小。所以采購(gòu)不銹鋼焊管的客戶可以按照自己的需求定制不同的長(zhǎng)度。無(wú)縫管的定尺可按照要求,但是這有可能對(duì)生產(chǎn)的成本有明顯的影響。
不銹鋼管的厚度一般按照標(biāo)準(zhǔn)厚度生產(chǎn),允許公差范圍之內(nèi)的厚度實(shí)測(cè)值為實(shí)際厚度。按國(guó)標(biāo)要求管的厚度公差為±0.3mm以內(nèi);行業(yè)內(nèi)一般裝飾管厚度公差為小于25%,制品管的厚度誤差允許范圍在±0.10mm以內(nèi),精密管的厚度公差在±0.05mm。
我們的不銹鋼管按實(shí)際厚度表示,在未經(jīng)說(shuō)明的情況下都按照實(shí)際厚度(厚度公差在0.03mm)標(biāo)示售價(jià)。
1 焊前注意噴嘴、導(dǎo)電嘴是否清理干凈,氣體流量的大小是否合適,清理打底層表面,控制層間溫度。
2 因填充、蓋面層用氣體保護(hù)焊, 焊絲伸出長(zhǎng)度的長(zhǎng)短對(duì)焊接過(guò)程的穩(wěn)定性影響較大,焊絲伸出長(zhǎng)度過(guò)長(zhǎng),焊絲電阻值增大,焊絲過(guò)熱而成段熔化,結(jié)果焊接過(guò)程不穩(wěn)定,金屬飛濺嚴(yán)重,焊縫成形不良,對(duì)熔池的保護(hù)不好;焊絲伸出長(zhǎng)度過(guò)短,則焊接電流增大,噴嘴與工件的距離縮短,焊接視線不清,焊道成形不良,同時(shí)若焊絲伸出長(zhǎng)度過(guò)短,還會(huì)使噴嘴過(guò)熱, 造成飛濺物粘住或堵塞噴嘴,從而影響氣體流量。
3 . 焊接時(shí),焊槍角度要與管子軸線垂直,因?yàn)楣茏邮菆A的,所以焊槍角度要隨時(shí)變化,這樣才能保證焊縫質(zhì)量,避免焊縫產(chǎn)生氣孔、夾渣等現(xiàn)象。
焊接時(shí)采用小月牙形擺動(dòng),兩側(cè)稍作停留穩(wěn)弧,中間速度稍快,這樣可以避免焊出的焊縫凸起、不平整;上、下接頭都要越過(guò)中心線5~10mm,后半圈填充、蓋面仰焊接頭時(shí),可把前半圈引弧焊接位置磨一個(gè)緩坡,使后半圈接頭時(shí)不致于產(chǎn)生缺陷;填充時(shí),要注意坡口邊緣不要被電弧擦傷, 以備蓋面層焊接。蓋面時(shí),應(yīng)在坡口邊緣稍作停頓,以保證熔池與坡口更好地熔合,焊接過(guò)程中,焊槍的擺動(dòng)幅度和頻率要相適應(yīng),以保證蓋面層焊縫表面尺寸和邊緣熔合整齊。




